

注塑机定位圈尺寸规格
定位圈的外径按注塑机上固定模板的定位孔尺寸确定,即外径D-0.2-0.4。两零件为间隙安装配合。另外,定位圈紧压衬套固定,也有防止衬套受喷嘴压紧而产生移动的作用。
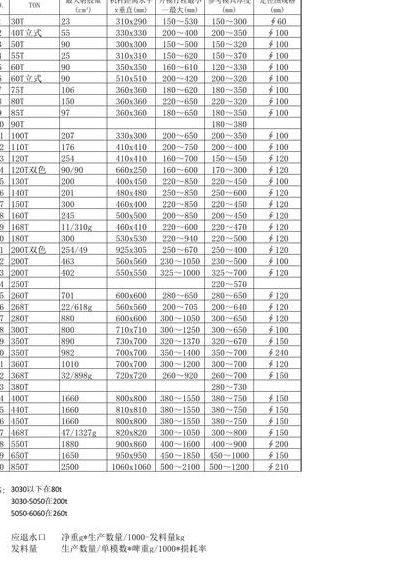
mm。定位圈设置在成型模具中衬套的前端,它是为方便模具的安装而加的辅助零件,470T-650T定位圈尺寸为200mm。注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
定位圈的外径应根据注塑机上固定模板的定位孔尺寸确定,通常为D-0.2至D-0.4。两零件之间为间隙安装配合,同时定位圈还能防止衬套因喷嘴压力而移动。定位环则是用于零件的轴向定位和径向限位的换装零件。定位环在工作时,零件上端的六方帽会压在其上,确保零件在安装时轴向分布准确。
精密度:±0.02mm 耐温系数:≤300℃ 材质保养:在模具停休期需喷洒防锈剂以保养模具配件,延长使用寿命。定位圈设置在成型模具中衬套的前端,它是为方便模具的安装而加的辅助零件。作用是使模具在模板上安装时,尽快地完成喷嘴中心线与衬套和主流道中心线的重合找正工作。
定位圈的外径按注塑机上固定模板的定位孔尺寸确定,即外径D-0.2-0.4。两零件为间隙安装配合。另外,定位圈紧压衬套固定,也有防止衬套受喷嘴压紧而产生移动的作用。 定位圈的结构种类有许多,图1所示为常用的标准定位圈 结构形式。定位圈的安装应用示例如图2所示。
最大开模行程/mm 500。注射行程/mm 160。模具最大厚度/mm 350。注塑机的特点:注射装置和锁模装置処于同一垂直中心线上,且模具是沿上下方向开闭。其占地面积只有卧式机的约一半,因此,换算成占地面积生产性约有二倍左右。容易实现嵌件成型。因为模具表面朝上,嵌件放入定位容易。
注塑模具上的KO孔具体指的是什麽,一般开在什麽位置?
KO孔就是顶杆孔,是做在模具后模面板上的,是为了让注塑机顶出时,顶棍能够直接顶到顶针板上,而在面板上挖的孔做避空用的。顶杆与顶杆孔之间取间隙配合,一般选用H8/f8,配合部位的表面粗糙度应小RaO.63~25μm(V7以上)。
如果是在注塑模具上是指在动模底板上的用来推动推板(顶针板)的顶出孔。
附助设置:塑胶模具的附助设置有吊环孔、KO孔(顶棍孔)等等。死角处理结构:当塑胶产品有死角的时候,模具还会有一个或多个处理死角的结构。如滑块、斜顶、油压缸等等。在国内大部分书上介绍这种处理死角的机构称之为“抽蕊机构”。
垃圾钉的作用是减少顶针底板与下固定板的接触面积,防止垃圾和灰尘积累导致合模不到位。这种零件通常安装在模具的下固定板或顶针底板上。在布置垃圾钉时,要确保平衡,并主要安装在回针和顶针底部的区域,以减少模板变形,并避开KO孔、中托司等部件的位置。
其实是因为注塑机的射嘴和顶棍就是同心的,所以唧嘴和KO孔也要同心,不然调机注塑机射嘴对好唧嘴,结果顶棍对不上KO孔就尴尬了。
丰铁立式注塑机怎么调模
1、丰铁立式注塑机调模步骤如下: 安装模具:将模具放置在注塑机上,根据模具的尺寸调整模架的位置和夹紧力度,确保模具安装牢固。 调整模具间隙:调整模具间隙是保证产品质量的关键。通过调整模具的夹紧力度、调整模具横向和纵向的位置、加垫片等方式,使模具间隙达到理想状态。
2、塑胶模具 注塑机 塑胶原料 成型条件 塑胶模具 大部份使用二板模、三板模,也有部份带滑块的行位模。 基本结构: 公模(下模) 公模固定板、公模辅助板、顶针板、公模板。 母模(上模) 母模板、母模固定板、进胶圈、定位圈。 衡温系统 冷却.稳(衡)定模具温度。
3、基本结构: 公模(下模) 公模固定板、公模辅助板、顶针板、公模板。 母模(上模) 母模板、母模固定板、进胶圈、定位圈。 衡温系统 冷却.稳(衡)定模具温度。
4、注塑量是通过调节“加料完”计量处的调节块位置进行设定的。
5、请问您是需要调整那些东西了?丰铁的密码很多的,002是调整电子尺归零以及压力比例的,4321是程序升级,等等还有很多。常用的就是002。
6、考虑到成本和性能的平衡,丰铁注塑机的价格相对合理,性价比较高。对于寻找高质量立式注塑机的买家来说,丰铁是一个值得考虑的品牌。无论是初次采购还是更换设备,丰铁注塑机都是一个可靠的选择。丰铁注塑机还特别注重环保性能,采用节能技术和环保材料,减少生产过程中的能耗和污染。
注塑机调模具怎么调?
方法一 1 方法一 步骤/方式一 注塑机调整模具必须依据设备规程,设备行程,注塑量分步骤调整。契合磨具。将模具机头合模压力阀开启,推开模具,清洁面膜并调校出口流量口径。步骤/方式二 检查模量。打开解压阀,节压阀,校正并调整模腔保压压力。步骤/方式三 合模。
如下图,首先按调模使用键 。根据模具大小调模进,点击调模进键,使整个轴伸直。根据模具大小点击调退键,调模退使模具装上。模具装上之后,怎么知道模具合紧没有,使整个轴伸直。看系统压力表高压锁模压力是不是所设置的压力高压120或是140Pa,调模退。
安装模具:将模具放置在注塑机上,根据模具的尺寸调整模架的位置和夹紧力度,确保模具安装牢固。 调整模具间隙:调整模具间隙是保证产品质量的关键。通过调整模具的夹紧力度、调整模具横向和纵向的位置、加垫片等方式,使模具间隙达到理想状态。
因此,具体的问题需要具体分析,然后采取相应的调整措施。比如,如果模具的配合间隙过大会导致注塑件毛刺增大,可以通过调整模具的配合间隙来解决;如果注塑件出现缺料,可以考虑增大注塑机的注射压力或注射速度;如果注塑件内部有气泡,则需要增加排气槽数量或优化排气设计。
")
")
")
")



